═©▀^ī”┴ó▌Sø_ō¶ųŲ╔░ÖC(j©®)ŲŲ╦ķįŁ└ĒĄ─蹊┐�Ż¼ī”▓┐Ęų╝╝ąg(sh©┤)ģóöĄ(sh©┤)▀M(j©¼n)ąą┴╦Ęų╬÷║═ā×(y©Łu)╗»ĪŻ╩╣╩»┴ŽĄ─ø_ō¶╦┘Č╚╠ßĖ▀┴╦32.34%��Ż¼┤¾┤¾╠ßĖ▀┴╦įO(sh©©)éõĄ─ŲŲ╦ķą¦╣¹���Ż¼╠ß╔²┴╦š¹ÖC(j©®)Ą─╠Ä└Ē─▄┴”�����ĪŻ
┴ó▌Sø_ō¶ųŲ╔░ÖC(j©®)Ė─▀M(j©¼n)įO(sh©©)ėŗ(j©¼)�Ż¼╝╝ąg(sh©┤)ģóöĄ(sh©┤)ø_ō¶╦┘Č╚
¼F(xi©żn)┤·╗ņ─²═┴ąĶę¬Ė▀ŲĘ┘|(zh©¼)Ą─╣Ū┴Ž��Ż¼é„Įy(t©»ng)Ą─łAÕFŲŲ╦ķÖC(j©®)║═╝Ü(x©¼)╦ķŅĆ╩ĮŲŲ╦ķÖC(j©®)╝╚¤oĘ©╠ß╣®┴óĘĮŅw┴Ż║¼┴┐▌^Ė▀Ą─╣Ū┴ŽŻ©ŻŠ80%Ż®��Ż¼Č°Ūę╠Ä└Ē─▄┴”ę▓▌^Ą═�����ĪŻø_ō¶╩ĮŲŲ╦ķÖC(j©®)─▄ĮŌøQ▀@éĆ(g©©)å¢Ņ}����ĪŻĄ½┼P╩Į?j©®ng)_ō¶╩ĮŲŲ╦ķÖC(j©®)ę“ÖC(j©®)Ų„Ą──źōpōp║─▌^Ė▀╩▄ĄĮųŲ╝sĪŻ╩Ūį┌╝ė╣żė▓╩»┴ŽĢr(sh©¬)Ė³’@═╗│÷�ĪŻę“Č°┴ó▌Sø_ō¶ųŲ╔░ÖC(j©®)Ż©š¹ą╬ÖC(j©®)Ż®│╔×ķ╣Ū┴Ž╝ė╣żąąśI(y©©)�����Ż¼ė╚Ųõ╩ŪÖC(j©®)ųŲ╔░╔·«a(ch©Żn)Ą─ų„┴”įO(sh©©)éõ�����Ż¼Ųõ蹊┐┼cĖ─▀M(j©¼n)ę▓│╔×ķ╔░╩»╣Ū┴Ž╝ė╣żÖC(j©®)ąĄįO(sh©©)éõŲ¾śI(y©©)«a(ch©Żn)ŲĘčą░l(f©Ī)Ą─¤ß³c(di©Żn)���ĪŻ

┴ó▌Sø_ō¶ųŲ╔░ÖC(j©®)Ą─╣żū„įŁ└Ē▓╗╩Ū═©│ŻĄ─öDē║ŲŲ╦ķŻ¼Ųõ▀^│╠╩Ū╩»┴ŽÅ─╔ŽČ╦Įo╚ļ���Ż¼ė╔ÕF├µīó╩»┴ŽĘų▓╝ė┌╚~▌åŪ╗ā╚(n©©i)Ąū▓┐�ĪŻ╩»┴Žį┌ą²▐D(zhu©Żn)ųą▒╗╝ė╦┘���Ż¼═¼Ģr(sh©¬)Ž“╚~▌å═ŌŠē│÷┐┌═©Ą└▀\(y©┤n)äė��ĪŻ║¾ęį▌^Ė▀Ą─╦┘Č╚ė╔Æü┴ŽŅ^ÆüļxĪŻČ°╩»┴Ž└¹ė├ūį╔ĒĄ─äė─▄��Ż¼┼c£u┴„Ū╗▒┌Ą─šĶ░Õø_ū▓����ĪŻī¦(d©Żo)ų┬╩»┴Žčžūį╔ĒĄ─▒Ī╚§▓┐╬╗Ż©╣Ø(ji©”)³c(di©Żn)�Īó╝y└Ē��Īó┴č╝yĄ╚Ż®«a(ch©Żn)╔·Ęų┴č�����Ż¼╦╔╔óČ°ŲŲ╦ķ����ĪŻ╦³Š▀ėąø_ō¶─▄└¹ė├Īóęūōp╝■─źōp╔┘�����Īó│╔ŲĘųąĘ█─®║¼┴┐Ą═Ą─╠ž³c(di©Żn)��ĪŻ
┴ó▌Sø_ō¶ųŲ╔░ÖC(j©®)ÖC(j©®)ų„ę¬ė╔╔Ž╔w��ĪóÖC(j©®)╔Ē�����ĪóÖC(j©®)╝▄��Īó▐D(zhu©Żn)ūė��ĪóļŖÖC(j©®)╝░é„äėÄū▓┐ĘųĮM│╔ĪŻĮY(ji©”)śŗ(g©░u)╚ńłD1╦∙╩Š��ĪŻ
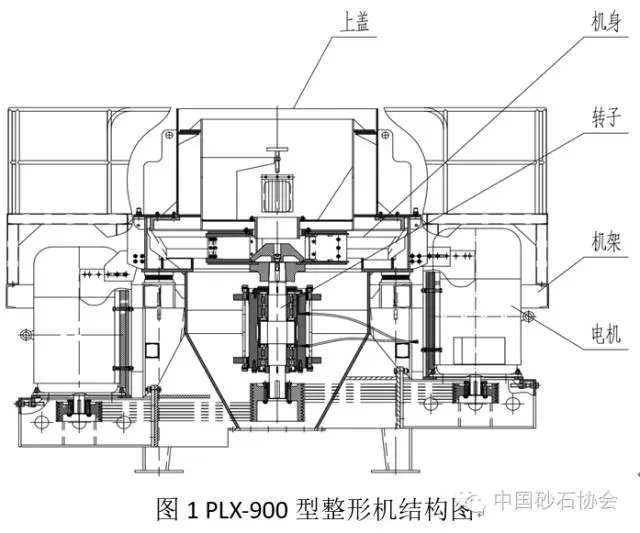
Ųõųą╔Ž╔w×ķ▀M(j©¼n)┴Ž▓┐╝■�Ż¼ļŖÖC(j©®)═©▀^ŲżÄ¦é„▀fäė┴”Ż¼ÖC(j©®)╝▄┼cĄž╗∙╣╠Č©�����Ż¼ų¦ō╬š¹éĆ(g©©)ÖC(j©®)Ų„�����ĪŻÖC(j©®)╔Ē╔Ž▓┐┼c╔Ž╔w▀BĮė�����Ż¼Ž┬▓┐┼cÖC(j©®)╝▄╣╠Č©�����ĪŻūį╔Ē╝╚╩Ū▐D(zhu©Żn)ūė▓┐╝■Ą─ÖC(j©®)ū∙����Ż¼ėų┼c▐D(zhu©Żn)ūėųąĄ─╚~▌åĮM│╔£u┴„╣żū„Ū╗��ĪŻ▐D(zhu©Żn)ūė╩Ūųžę¬Ą─╣żū„▓┐╝■Ż¼ų„ę¬ė╔ų„▌S║═╚~▌åā╔▓┐ĘųĮM│╔���ĪŻ╩»┴Žīó═©▀^╦³▓╝┴Ž����Īó╝ė╦┘�����ĪóÆü╔õ����Īóø_ō¶Ū╗▒┌ĪóŽÓ╗ź┼÷ū▓Č°ŲŲ╦ķš¹ą╬�����ĪŻ┴ó▌Sø_ō¶ųŲ╔░ÖC(j©®)Ė─▀M(j©¼n)įO(sh©©)ėŗ(j©¼)Ą─╦╝┬Ę╩ŪļŖÖC(j©®)╣”┬╩����Īó▐D(zhu©Żn)╦┘▓╗ūāĪŻÖC(j©®)╝▄����ĪóÖC(j©®)╔Ē╔Ž╔wĄ╚ęį║ĖĮė×ķų„Ą─śŗ(g©░u)╝■╗∙▒Š▓╗ūā����Ż¼ų°ųžė┌▐D(zhu©Żn)ūė▓┐╝■Ą─Ė─▀M(j©¼n)��ĪŻŲõųą╚~▌åā╚(n©©i)▓┐Ą─┴Ń╝■▓╝ų├Ą╚▀M(j©¼n)ąąģóöĄ(sh©┤)ā×(y©Łu)╗»���Ż╗ų„▌S▓┐Ęųätę¬╠ßĖ▀ÅŖ(qi©óng)Č╚���Ż¼╩╣š¹ÖC(j©®)Ą─ąį─▄║═ąįėą▌^┤¾Ą─╠ß╔²ĪŻ
╚ńŪ░╦∙╩÷��Ż¼┴ó▌Sø_ō¶╩Įš¹ą╬ÖC(j©®)╩Ū└¹ė├╩»┴ŽĄ─äė─▄ø_ō¶ŲŲ╦ķ��Ż¼äė─▄┤¾ąĪ×ķŻ║1/2mv²,Ųõųąm×ķ╩»┴ŽĄ─┘|(zh©¼)┴┐�Ż¼╦³╩▄ĄĮš¹ÖC(j©®)Ą─╩»┴Ž▀M(j©¼n)│÷═©Ą└┤¾ąĪŻ¼ą²▐D(zhu©Żn)ŽĄĮy(t©»ng)Ą─ŲĮ║Ō╦«ŲĮĄ╚ę“╦žĄ─ųŲ╝s�ĪŻ▀M(j©¼n)┴ŽęÄ(gu©®)Ė±Ž▐Č©į┌Ą─ĘČć·ų«ā╚(n©©i)ĪŻ▀@śėŲŲ╦ķĄ─ĻP(gu©Īn)µIģóöĄ(sh©┤)Š═į┌ė┌╩»┴ŽĄ─ø_ō¶╦┘Č╚�ĪŻ▀@╩Ūę╗éĆ(g©©)║Ž│╔╩Ė┴┐ĪŻ╦³øQČ©ė┌Æü╔õĢr(sh©¬)ÅĮŽ“Ęų┴┐║═ŪąŽ“Ęų┴┐Ą─┤¾ąĪ����ĪŻÅĮŽ“Ęų┴┐Š═╩Ū╩»┴Žį┌╚~▌åŪ╗ā╚(n©©i)ą²▐D(zhu©Żn)Ģr(sh©¬)čžī¦(d©Żo)┴Ž░Õ░▓ų├ĮŪĘĮŽ“╦┘Č╚Ż©VRELŻ®Ą─ę╗éĆ(g©©)Ęų┴┐Ż©VτŻ®Ż¼Č°ŪąŽ“Ęų┴┐╩Ūę╗éĆ(g©©)»B╝ėųĄŻ¼»B╝ėĄ─ĘĮ╩Į?j©®ng)QČ©ė┌ī¦(d©Żo)┴Ž░Õ░▓ų├ĘĮ╩ĮŻ©ėąŪ░ų├���Īó║¾ų├║═ÅĮŽ“╚²ŅÉŻ®Ż¼▒ŠÖC(j©®)▓╔ė├Ū░ų├ĘĮ╩Į��ĪŻ»B╝ėųĄų«ę╗╩Ū▐D(zhu©Żn)ūėĄ─ŠĆ╦┘Č╚Va�Ż¼į┌▐D(zhu©Żn)╦┘Ą─Ū░╠ߎ┬╚ĪøQė┌Æü╔õ³c(di©Żn)Ą─░ļÅĮRa┤¾ąĪĪŻ»B╝ėųĄų«Č■╩Ū╦┘Č╚VRELĄ─ŪąŽ“Ęų┴┐VuĄ─┤¾ąĪ�ĪŻVRELøQČ©ė┌▐D(zhu©Żn)╦┘ωŻ¼Æü╔õ³c(di©Żn)░ļÅĮRa║═▓╝┴ŽÕFĄū▓┐░ļÅĮRi�ĪŻČ°ŪąŽ“║═ÅĮŽ“Ęų┴┐Ą─ĘųĮŌ┼cī¦(d©Żo)┴Ž░ÕĄ─░▓ų├ĮŪφŽÓĻP(gu©Īn)Ż¼ėąĻP(gu©Īn)╦┘Č╚Ą─ĘųĮŌ┼c║Ž│╔ģóęŖłD2����ĪŻ
į┌▐D(zhu©Żn)╦┘Īó╚~▌åų▒ÅĮ��Īó▓╝┴ŽÕF┤¾ąĪ▓╗ūāĄ─Ū░╠ߎ┬���Ż¼ų°č█ė┌▒M┐╔─▄į÷┤¾Æü╔õ³c(di©Żn)Ą─░ļÅĮRa�����Ż¼▀m«ö(d©Īng)š{(di©żo)š¹ī¦(d©Żo)┴Ž░▓ų├ĮŪφ����Ż¼╠ß│÷┴╦Ė─▀M(j©¼n)ĘĮ░ĖĪŻą┬┼fĘĮ░ĖÆü┴ŽŅ^Ą─▓╝ų├ęŖłD2�ĪŻ
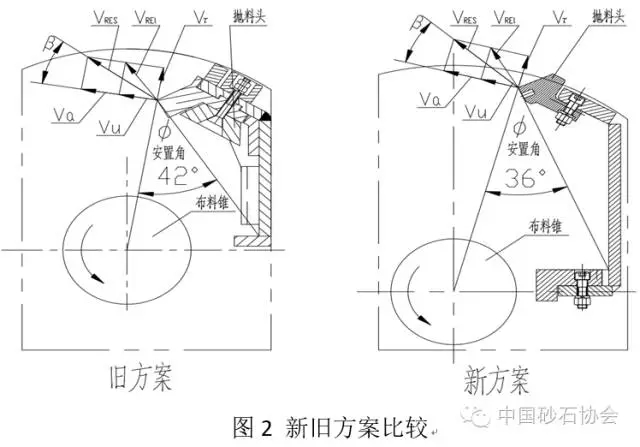
ą┬┼fĘĮ░ĖĄ─ģóöĄ(sh©┤)ūā╗»Ż¼ī¦(d©Żo)ų┬┴╦╩»┴Žø_ō¶╦┘Č╚VRES║═Æü╔õĮŪβĄ─▓╗═¼��ĪŻ×ķ½@Ą├╝čĄ─┼÷ū▓ŲŲ╦ķą¦╣¹�����Ż¼▓╝ų├į┌ÖC(j©®)╔ĒŪ╗▒┌Ą─šĶ░ÕĄ─░▓ų├ĮŪαŽÓæ¬(y©®ng)ū„š{(di©żo)š¹�ĪŻā╔éĆ(g©©)ĘĮ░ĖŽÓĻP(gu©Īn)ģóöĄ(sh©┤)Ą─ėŗ(j©¼)╦Ń▀^│╠ęŖ▒Ē1ĪŻ
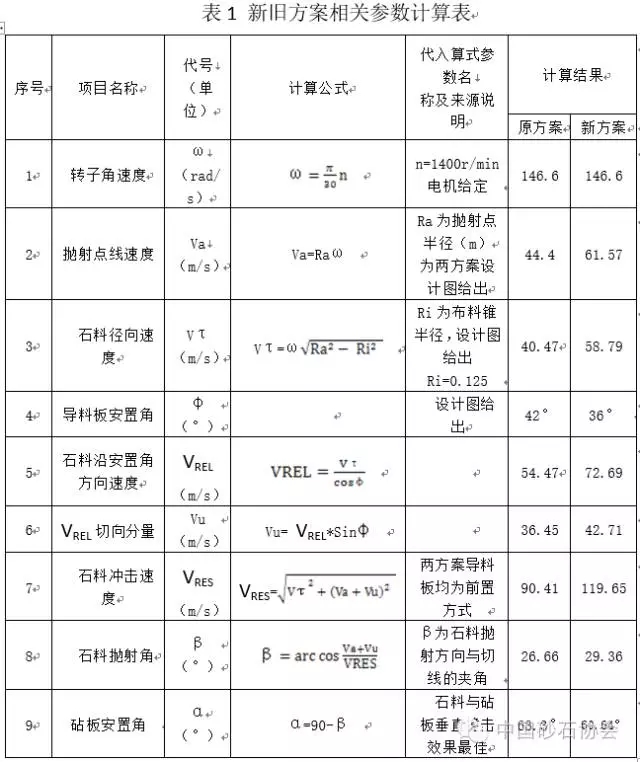
ėŗ(j©¼)╦ŃĮY(ji©”)╣¹’@╩Š����Ż¼═©▀^š{(di©żo)š¹Æü┴ŽŅ^Īóūo(h©┤)░Õ�ĪóĄū░ÕĪó░▓čb┴ó░Õ┴Ń╝■Ą─│▀┤ń╝░ŲõŽÓ╗źĮM║ŽĄ─╬╗ų├ĻP(gu©Īn)ŽĄ�Ż¼╩»┴ŽĄ─ø_ō¶╦┘Č╚╠ßĖ▀┴╦32.34%Ż¼╠ß╔²┴╦š¹ÖC(j©®)Ą─╠Ä└Ē─▄┴”��ĪŻ
į┌ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)ā×(y©Łu)╗»įO(sh©©)ėŗ(j©¼)Ą─═¼Ģr(sh©¬)�Ż¼▀Ćī”įōÖC(j©®)ą═ųą╚¶Ė╔┴Ń╝■▀M(j©¼n)ąą┴╦ę╗ŽĄ┴ąĄ─Ė─▀M(j©¼n)įO(sh©©)ėŗ(j©¼)Ż¼└²ī”ų„ę¬╩▄┴”┴Ń╝■ų„▌S║═▌S│ą▀M(j©¼n)ąą┴╦ÅŖ(qi©óng)╗»��Ż¼═¼Ģr(sh©¬)×ķ┼c▌^┤¾ęÄ(gu©®)Ė±«a(ch©Żn)ŲĘĄ─┴Ń╝■═©ė├┤“Ž┬╗∙ĄA(ch©│)Ż╗į÷įO(sh©©)┴╦ŽĪė═裣h(hu©ón)ØÖ╗¼ŽĄĮy(t©»ng)�����Ż¼┴╦▌S│ąĄ─ØÖ╗¼ą¦╣¹��Ż╗×ķ▒Ńė┌ŠSą▐▒ŻB(y©Żng)�Ż¼į÷įO(sh©©)┴╦ę║ē║ķ_åóčbų├��ĪŻĖ─▀M(j©¼n)║¾Ą─ÖC(j©®)ą═Įø(j©®ng)╦─┤©����Īó║■▒▒ĪóĮŁ╬„���Īó░▓╗š����ĪóĮŁ╠KĄ╚Ąž╩╣ė├ūC├„�����Ż¼įO(sh©©)éõĄ─╣żū„ą¦┬╩║═ąįČ╝╠ßĖ▀��Ż¼╩▄ĄĮė├æ¶Ą─Ųš▒ķĪŻ
ßśī”▓┐Ęųė├æ¶ī”ÖC(j©®)ųŲ╔░Ą─ąĶę¬���Ż¼╬ęéā═©▀^ūāōQū▓ō¶šĶ░ÕĄ╚┴Ń╝■īŹ(sh©¬)╩®ęį“╩»┤“╩»”×ķų„Ą─ŲŲ╦ķš¹ą╬ĄĮ“╩»┤“╩»”║═“╩»┤“ĶF”╝µŅÖĄ─š¹ą╬�ĪóųŲ╔░Ą─╣”─▄▐D(zhu©Żn)ōQ�ĪŻķ_░l(f©Ī)┴╦═¼ę╗ÖC(j©®)ą═ęÄ(gu©®)Ė±Ż¼═©▀^╔┘┴┐┴Ń╝■Ė³ōQ����Ż¼ą╬│╔┴╦ųŲ╔░ÖC(j©®)║═š¹ą╬ÖC(j©®)ā╔ĘN╣”─▄«a(ch©Żn)ŲĘĪŻ
į┌┤╦╗∙ĄA(ch©│)╔Ž��Ż¼╬ęéā▀M(j©¼n)ę╗▓ĮčąųŲ┴╦ęį╚~▌åų▒ÅĮ┤¾ąĪ×ķęÄ(gu©®)Ė±ų„ģóöĄ(sh©┤)Ą─ŽĄ┴ą«a(ch©Żn)ŲĘ�����Ż¼─┐Ū░ęčą╬│╔PL900��ĪóPL1100���ĪóPL1300╚²ĘNęÄ(gu©®)Ė±�����Ż¼Ė„ėąā╔ĘN╣”─▄╣▓6éĆ(g©©)ą═╠¢Ą─┴ó▌Sø_ō¶ųŲ╔░ÖC(j©®)ŽĄ┴ą«a(ch©Żn)ŲĘ����Ż¼Ą─ØMūŃ┴╦╩ął÷║═ė├æ¶ąĶŪ¾ĪŻ
") ÕN╩ĮŲŲ╦ķÖC(j©®)
ÕN╩ĮŲŲ╦ķÖC(j©®)ūėųŲ╔░ÖC(j©®)") ļp▐D(zhu©Żn)ūėųŲ╔░ÖC(j©®)
ļp▐D(zhu©Żn)ūėųŲ╔░ÖC(j©®)") ┴ó▌S╩ĮŲŲ╦ķÖC(j©®)
┴ó▌S╩ĮŲŲ╦ķÖC(j©®)") š±äėĮo┴ŽÖC(j©®)
š±äėĮo┴ŽÖC(j©®) š±äė║Y
š±äė║Y") ▌åČĘ╩ĮŽ┤╔░ÖC(j©®)
▌åČĘ╩ĮŽ┤╔░ÖC(j©®)éõ") │²ēmŲ„įO(sh©©)éõ
│²ēmŲ„įO(sh©©)éõ



